


聚贤丰汇##宽厚板切割##20MnTiB钢板支持款到下料
为何要求款到发货?
1.款到发货可以让客户进货的时候慎重考虑进货品种和数量,不乱进货,如欠款可能会存在乱进货;
2.款到发货可以让客户用心销售产品。打个比方:如今晚下雪了100元买的电影票我们会去看,如果送的电影票下这么大的雪就不想去了,因为不付钱的往往无所谓;
3.款到发货可以让我们关系亲密,因为现金客户是我们珍惜的客户,我们会以优惠的力度留住你;
4.在赊账开始的时候已经为日后得罪客户和失去客户埋下了伏笔,多少合作关系由初的客气,理解支持,信任,变成 的催帐,拖帐,躲帐,翻脸,对骂,闹成官司的。所以在开始合作的时候,要敢于提要求,不要怕做不成这单生意,过度放低底线失去原则, 结果是人财两失!我们敬重珍惜每一位及时结账的客户,即使量不大,对质量要求高,但能及时结账就是信誉和财富!信誉,是一个人,一个公司,发展来源!
聚贤丰汇##宽厚板切割##20MnTiB钢板支持款到下料
在加工耐磨板的时候,要经过铸坯中裂的处理环节,这个环节是很重要的,在加工的时候,我们要更好的去更好的控制 它,这样才可以更好的保证在适当的范围当中工作呢,那么我们可以从哪些方面来把握呢.,钢水水分,我们要将 它的碳含量控制在百分之0.13到百分之0.18之间,在这样的情况下,我们要更好的避免它的包晶反应的区域,同时在 生产制作的时候,我们也要锰,磷,硫等等一些的含量,这样才会更加的可靠.第二,要从设备的精度上面入手 来解决类似的问题,只要它的精度是可靠的,这样在使用的时候,就可以更的反映出它的各项状况,那么在工作的 时候,就会更加的可靠,防止一些状况发生.第三,检测,这也是在控制当中的一个主要的工作,我们要想低倍 检测的数据,就要更好的去的检测,这样才可以得出更的数值,那么数据也是更加可靠的.
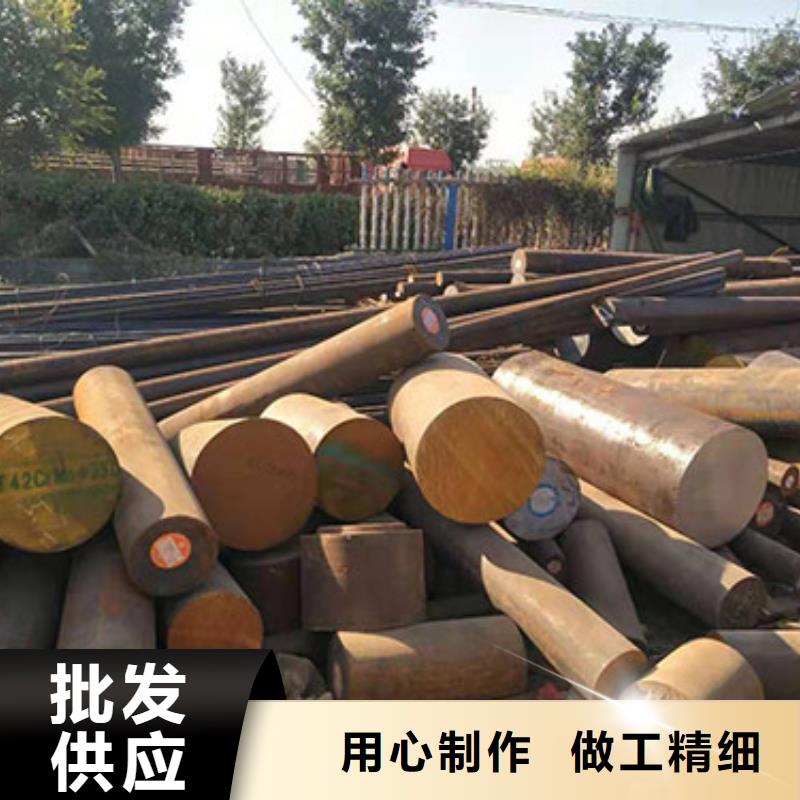
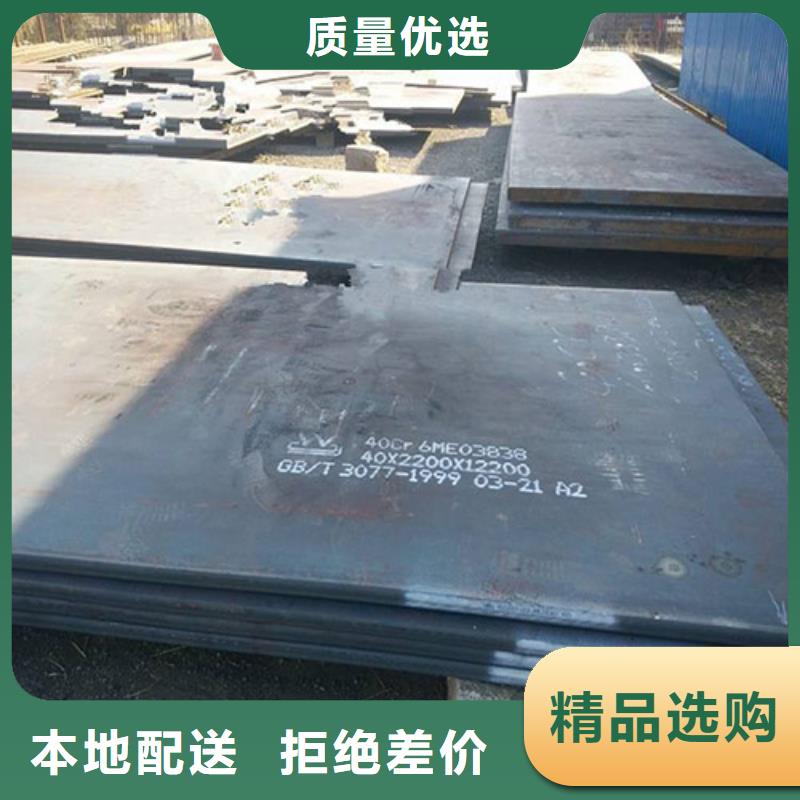
生活中的钢板一般不是钢板的原始形状,而是通过加工和切割制成的。如果钢板不切割,很难用于生产。首先,钢板刚生产的时候体积比较大,重量也很大。运输要花很多钱。并且许多企业要去其他地区买更好的厚钢板,可是用不了那么多。此刻钢板加工技术就很有必要性了。钢板切割技术其实是一项精细的工作,20MnTIB钢板的厚度和使用工具都要考虑清楚。如何找到更好的钢板切割对象很重要。
如今许多小企业发展起来,对钢板的需求也在增加,同时也希望能有更多的钢板切割企业。但有一些公司起步较晚,资产和人手不足,造成 激光切割加工工艺十分不光滑。那样就可以选用多种多样方法对厚钢板开展激光切割。而且在行业内,很多无照经营的企业技术达不到要求,就会选择流动的方式,即使价格便宜,但由于做工粗糙,钢板也很难投入使用。选对企业进行钢板切割很重要。
随着市场的不断发展,人们的心越来越浮躁,每个人似乎都想在这种洪流中获益。板材切割本来就需要好的仪器和高素质的从业人员,由于利益的趋势,很多人都在跟风切割板材。因此,在寻找钢板切割企业时,千万不要贪图一时的便宜,像一些便宜的作坊,切割后要换个地方,根本找不到他们想要的说法,更别说要付出的代价了。
聚贤丰汇##宽厚板切割##20MnTiB钢板支持款到下料



12Cr1MOVg钢板下料等离子切割精度果好
等离子激光切割是一种脉冲激光在不锈钢表面形成1米孔的过程。由于激光切割精度很高,可以达到±0.02mm,所以在日常钻孔中没有问题。激光切割不仅可以打孔,而且与其他许多钻孔方法相比具有非常明显的优势,钻孔精度高,效果好,成本低。下面我们就详细了解激光切割孔的优点。
等离子打孔技术是早大规模应用于实际生产的激光加工技术。而电子束打孔、超声波打孔、电化学打孔、射流打孔、比电火花打孔、冲孔机械打孔等方法,激光打孔技术明显表现出通用性强、效率高、成本低、效果好的优良特性。平均精度为±0.02m m,表面粗糙度ra约为1.6mum,若采用数控激光钻孔,孔精度可达5米,精度优良。在钣金加工中,用于打孔的激光是功率密度为104~105kw/cm~2的脉冲激光,作用时间仅为0.01~1μon,可加工直径为1μon的孔。等离子切割技术不仅可以精准地从表面不同角度打孔,还可以为薄壁材料、复合材料、脆性材料、粘性材料等不同性能材料的工件钻深孔和小孔。
利用激光技术在钣金件上打孔时,孔径大小主要取决于激光聚焦光斑的大小。通常,固体激光打孔的较大孔深可以通过激光功率密度和金属板件的热系数来计算。并非所有工件都适合激光钻孔。对于激光反射能力强、导热性好、熔点高、蒸汽压低的零件,激光打孔的利用率很低,激光打孔的孔径一般在1 mm~1.524mm之间。当孔径大于1.524mm时,应采用激光衬套法钻孔。加工大孔和台阶孔时,不允许激光钻孔。
12Cr1MOVg钢板下料等离子切割精度果好
从以上介绍可以看出,激光切割钻孔具有精度高、成本低、效果好等诸多优点,这些优点与许多其他钻孔方法相比具有非常大的优势。当然,如果精度要求不高,孔的密度特别高,不建议使用激光切割孔,因为成本较高。有专业的冲床,可以直接在不锈钢板上钻孔,一个孔只要几分钱,价格很便宜。
等离子切割机切割效率高,各部件更换更为频繁,作为金属切割工具,如果使用不规范,很可能会损坏机体,甚至伤害操作人员。接下来给大家介绍等离子钢板切割的五个使用误区。
1、穿孔切割,用等离子切割机尽量从边缘切割,这是对切割喷嘴等易损件的保护。为了帮助它们更持久,在打开工具之前,瞄准工件的边缘。
2、频繁起弧。切割材料时不预先计划切割情况,频繁调整和起弧会加速喷嘴和电机的损耗。
3、如果喷嘴过载,改善喷嘴电流可以提高切割效率,但过大的电流会损坏机体。喷嘴的电流强度不应达到满负荷状态,即工作电流的95%。
4、当切割距离过小或过大时,等离子切割机的切割距离与切割效率呈负相关。距离越小,效率越高。但是,如果割炬太小,会损坏割炬喷嘴,因此有必要合理控制距离。必须注意,切口应尽可能大。
5、穿孔厚度过大,切割机能穿孔的距离是规定的,一般是切割厚度的一半。
除了以上五种常见的等离子切割机误差外,还有一个非常重要的一点就是要保证切割机各部件的清洁,这些对于清洁污渍会影响等离子切割机的功能。
首先,我们要了解不同的辅助切割气割速度规格是不一样的。以空气等离子弧切割为例,在切割碳钢板时,以230A切割电流为标准,6mm厚的碳钢板切割速度可达3300 mm/min,当板厚调整到40 mm时,切割速度限制在500 mm/min至保证切割效果和质量。如果使用其他辅助切割气体,如纯氧切割,切割速度会降低得更多。在相同230A切割电流下,纯氧等离子切割厚度为6mm的碳钢板的切割速度可提高到370mm/min,而厚度为40mm的碳钢板的切割速度仅为350mm/min。为了调整等离子切割机的速度,首先要控制辅助设备的厚度。
一般来说,等离子钢板切割作为数控切割设备,工作人员应在保证等离子切割机质量的前提下,应尽量提高切割速度。这样不仅可以提高生产率,而且可以减少被切割件的变形和被切割焊缝的热影响区。如果切割速度不合适,效果正好相反,会使渣土增多,切割质量下降。



本页面提供的是聚贤丰汇金属材料有限公司的 内蒙古鄂尔多斯型材产品说明,欢迎需要 内蒙古鄂尔多斯型材的商家进行咨询、采购;


